
ആധുനിക നിർമ്മാണത്തിൽ പ്രകൃതിദത്ത മാർബിൾ വ്യാപകമായി ഉപയോഗിക്കുന്നു, കാരണം അതിന്റെ ചാരുത, ആഡംബര, വസ്ത്രധാരണ പ്രതിരോധം, നാശന പ്രതിരോധം.പ്രകൃതിദത്ത മാർബിളിന്റെ പൊതുവായ ഗുണനിലവാര പ്രശ്നങ്ങളുടെ കാരണങ്ങൾ, അതിന്റെ ഗുണനിലവാര നിയന്ത്രണം, നിർമ്മാണ സാങ്കേതികവിദ്യയുടെ മെച്ചപ്പെടുത്തൽ എന്നിവയിൽ ശ്രദ്ധ ചെലുത്തുന്നത് എഞ്ചിനീയറിംഗ് ഗുണനിലവാര മാനേജുമെന്റിലെ പ്രായോഗികവും സൈദ്ധാന്തികവുമായ പ്രശ്നമാണ്.
ഡാലി സ്റ്റോൺ ഇൻസ്റ്റാളേഷൻ നിർമ്മാണ സാങ്കേതികവിദ്യയുടെ സാധാരണ ഗുണനിലവാര വൈകല്യങ്ങളും കാരണങ്ങളും
1.1 മാർബിൾ ഭിത്തിയുടെ പൊള്ള
മറുവശത്ത്, മാർബിളിൽ CaCO3 ഉം പലതരം ധാതു വസ്തുക്കളും മറ്റ് മാലിന്യങ്ങളും അടങ്ങിയിരിക്കുന്നു.ദീർഘകാലത്തെ കാറ്റ്, മഞ്ഞ്, മഴ, മഞ്ഞ്, സൂര്യൻ എന്നിവ അതിന്റെ നിറവ്യത്യാസത്തിനും മങ്ങലിനും കാരണമാകും.
മാർബിളിലെ CaCO3 വായുവിലെ ആസിഡുകളുമായി കൂടിച്ചേരുമ്പോൾ, രാസപ്രവർത്തനം നടക്കുന്നു, വെള്ളത്തിൽ ലയിക്കുന്ന ജിപ്സം രൂപപ്പെടുന്നു, ഇത് അതിന്റെ ഉപരിതലത്തെ മങ്ങിയതും പരുക്കൻതുമാക്കുന്നു, ഇത് കുഴികളിൽ പൊട്ടുന്നതിനും വീഴുന്നതിനും ഇടയാക്കുന്നു.
1.2 പ്ലേറ്റിന്റെ ജോയിന്റ് നേരായതല്ല, പ്ലേറ്റ് ഉപരിതലത്തിന്റെ ഘടന മിനുസമാർന്നതല്ല
അടിസ്ഥാനം അല്ലെങ്കിൽ മാട്രിക്സ്, ലോക്കൽ കോൺകേവ്, കോൺവെക്സ് ഉപരിതലം എന്നിവയുടെ അനുചിതമായ ചികിത്സയാണ് പ്രധാന കാരണങ്ങൾ;പൂർത്തിയായ പ്ലേറ്റുകൾ കർശനമായി തിരഞ്ഞെടുത്തിട്ടില്ല, വ്യത്യസ്ത ഡിസൈനുകളും നിറങ്ങളും, തെറ്റായ സവിശേഷതകൾ, വിള്ളലുകൾ, മലിനീകരണം, കേടുപാടുകൾ;ഇൻസ്റ്റാളേഷനും നിർമ്മാണത്തിനും മുമ്പ് ട്രയൽ അസംബ്ലി നമ്പർ ഇല്ല;ഉയർന്ന ലേയേർഡ് ഗ്രൗട്ടിംഗ് ഉയരം;അനുചിതമായ നിർമ്മാണ ക്രമം മുതലായവ.
1.3 മാർബിൾ വെനീർ ക്രാക്കിംഗ്
പ്രധാന കാരണം, മാർബിൾ ബോർഡ് പുറത്തെ ഭിത്തിയിലോ അടുക്കള, ടോയ്ലറ്റ് പോലുള്ള നനഞ്ഞ ഇടത്തോട് അടുത്തോ സ്ഥാപിക്കുമ്പോൾ, ഇൻസ്റ്റാളേഷൻ പരുക്കനാണ്, ബോർഡ് ജോയിന്റിന്റെ ഗ്രൗട്ടിംഗ് കർശനമല്ല, മണ്ണൊലിപ്പുള്ളതും ഈർപ്പമുള്ളതുമായ വാതകം ഉള്ളിലേക്ക് നുഴഞ്ഞുകയറുന്നു. ബോർഡ് ജോയിന്റ്, ഇത് മെറ്റൽ കണക്ടറിനെ തുരുമ്പെടുക്കുകയും വികസിക്കുകയും ചെയ്യുന്നു, കൂടാതെ മാർബിൾ ബോർഡ് രൂപഭേദം വരുത്തുന്ന ത്രസ്റ്റിൽ പൊട്ടുന്നു;
നിറം ധാന്യം ഇരുണ്ട ജോയിന്റ് അല്ലെങ്കിൽ മാർബിൾ സ്ലാബിന്റെ മറ്റ് മറഞ്ഞിരിക്കുന്ന വൈകല്യങ്ങൾ വരുമ്പോൾ, ഘടനാപരമായ സെറ്റിൽമെന്റ് മൂലമുണ്ടാകുന്ന സ്ട്രെസ് കോൺസൺട്രേഷൻ കാരണം, കല്ലിന്റെ ദുർബലമായ ഭാഗം പൊട്ടുന്നു;ഉപരിതലം ലംബമായി ഒട്ടിക്കുമ്പോൾ, മുകളിലും താഴെയുമുള്ള ഇടങ്ങൾ ചെറുതായിരിക്കും, ഘടന കംപ്രസ്സുചെയ്യുകയും രൂപഭേദം വരുത്തുകയും ചെയ്യുന്നു, കൂടാതെ ലംബമായ മർദ്ദത്താൽ പ്ലേറ്റ് പൊട്ടുകയും ചെയ്യും.
1.4 മാർബിൾ വെനീർ കേടുപാടുകൾ മലിനീകരണം
സൈറ്റ് മാനേജ്മെന്റിന്റെ പ്രശ്നങ്ങൾ, പ്ലേറ്റ് ഗതാഗത പ്രക്രിയയിലെ തെറ്റായ പ്രവർത്തനം, സംഭരണം, മുൻ വെയർഹൗസ് തുടങ്ങിയവയാണ് പ്രധാന കാരണങ്ങൾ.നിർമ്മാണ പ്രക്രിയയിൽ അവശേഷിക്കുന്ന മോർട്ടാർ ഉടനടി നീക്കം ചെയ്തില്ല;ഇൻസ്റ്റാളേഷന് ശേഷം നിർമ്മാണ സൈറ്റിന്റെ സംരക്ഷണ പ്രവർത്തനങ്ങൾ നന്നായി നടന്നില്ല.
2 പ്രകൃതിദത്ത മാർബിൾ വസ്തുക്കളുടെ നിർമ്മാണത്തിനും ഇൻസ്റ്റാളേഷനുമുള്ള തയ്യാറെടുപ്പ്
2.1 മൗണ്ടിംഗ് തയ്യാറെടുപ്പ്
ആദ്യം, ഡിസൈൻ ഡ്രോയിംഗുകൾക്കനുസൃതമായി ഘടനയുടെ യഥാർത്ഥ വ്യതിയാനം പരിശോധിക്കുക, അടിസ്ഥാന ഭിത്തിയുടെ ലംബ പരന്നത പരിശോധിക്കുക, വലിയ വ്യതിയാനം ഉള്ള ഭാഗങ്ങൾ ഉളി അല്ലെങ്കിൽ നന്നാക്കുക;രണ്ടാമതായി, നിരയുടെ മധ്യരേഖയുടെ യഥാർത്ഥ ഉയരം അളക്കുക, അതുപോലെ തന്നെ നിരയുടെ മുകളിലും താഴെയുമുള്ള ഭാഗങ്ങൾക്കിടയിലുള്ള തിരശ്ചീന രേഖയും വെനീർ ബ്ലോക്കിന്റെ സ്പെസിഫിക്കേഷനും വലുപ്പവും നിർണ്ണയിക്കുക;
സ്റ്റെയർ വെയ്ൻസ്കോട്ടിന്റെയും സങ്കീർണ്ണമായ രൂപത്തിന്റെയും ഒരു വശത്തിന്, വശം ആദ്യം ദൃഢമായിരിക്കണം, ആവശ്യമെങ്കിൽ, പൂർണ്ണ വലുപ്പത്തിലുള്ള വിശദമായ പ്രൂഫ് റീഡിംഗിനായി മറ്റ് മെറ്റീരിയലുകൾ ഉപയോഗിക്കും.അവസാനമായി, മതിൽ നിരയുടെ സ്പെസിഫിക്കേഷന്റെയും വലുപ്പത്തിന്റെയും യഥാർത്ഥ അളവ് അനുസരിച്ച്, അലങ്കാര പാനലുകൾക്കിടയിലുള്ള സംയുക്തത്തിന്റെ വീതി കണക്കാക്കുന്നു, പ്ലേറ്റ് ക്രമീകരണം കണക്കാക്കുന്നു.ഇൻസ്റ്റാളേഷൻ സീക്വൻസ് നമ്പർ അനുസരിച്ച്, ബ്ലോക്ക്, നോഡ് വിശദമായ ഡ്രോയിംഗ് വരയ്ക്കുന്നു, ഇത് പ്രോസസ്സിംഗിനും ഓർഡർ ചെയ്യുന്നതിനുമുള്ള അടിസ്ഥാനമായി ഉപയോഗിക്കുന്നു.
2.2 ഇൻസ്റ്റാളേഷൻ ഉപരിതലത്തിന്റെ ചികിത്സയും സജ്ജീകരണവും ലെവലിംഗും
ഒന്നാമതായി, നിർമ്മാണ ബേസ് അല്ലെങ്കിൽ ബേസ് കോഴ്സ് ഉപരിതലം പരന്നതും എന്നാൽ പരുക്കൻ ആക്കുന്നതിന് മതിയായ സ്ഥിരതയും കാഠിന്യവും ഉണ്ടായിരിക്കണം.മിനുസമാർന്ന പ്രതലം 5-15 മില്ലീമീറ്ററോളം ആഴവും > 15 മില്ലീമീറ്ററും ഇടവിട്ട്, ആദ്യം പരുക്കൻതാക്കണം.ബേസ് അല്ലെങ്കിൽ ബേസ് കോഴ്സ് ഉപരിതലത്തിൽ മോർട്ടാർ, പൊടി, എണ്ണ കറ തുടങ്ങിയ അവശിഷ്ടങ്ങൾ ഉണ്ടായിരിക്കണം, അവ സ്റ്റീൽ വയർ ഉപയോഗിച്ച് ബ്രഷ് ചെയ്ത് ശുദ്ധമായ വെള്ളത്തിൽ കഴുകണം.നിര മാർബിൾ കൊണ്ട് പൊതിഞ്ഞിരിക്കുമ്പോൾ, നിരയുടെ മധ്യരേഖയും തിരശ്ചീന രേഖയും ലെവലിംഗ് ഡാറ്റയായി കെട്ടിട അച്ചുതണ്ടിന്റെ അളവനുസരിച്ച് അടയാളപ്പെടുത്തണം.
2.3 കല്ല് പരിശോധനയും നമ്പറിംഗും
കല്ല് പാക്കേജ് തുറന്നതിനുശേഷം, അരികുകളും കോണുകളും നഷ്ടപ്പെടാതെ ഒരേ നിറവും സവിശേഷതകളും ഉള്ള പ്ലേറ്റുകൾ കർശനമായി തിരഞ്ഞെടുക്കുക;ഡിസൈൻ വലുപ്പത്തിനനുസരിച്ച് ട്രയൽ അസംബ്ലി നടത്തുക, ചതുരം മൂടി അരികുകൾ പൊടിക്കുക, പരന്നത പരിശോധിക്കുക, അരികുകളുടെയും മൂലകളുടെയും ലംബത അളക്കുക, വലുപ്പം ഡിസൈൻ ആവശ്യകതകൾ നിറവേറ്റുക, ഇൻലേയിംഗിന് ശേഷം യഥാർത്ഥ വലുപ്പം നിയന്ത്രിക്കുക, ഉറപ്പാക്കുക ഏകീകൃത വീതിയും ഉയരവും;നിറം മാറ്റം സ്വാഭാവികമായിരിക്കണം, ഒരേ മതിലിന്റെയോ മുഖത്തിന്റെയോ നിറം ഏകതാനമായിരിക്കണം.
പാറ്റേണുകൾ പൊരുത്തപ്പെടുത്തുമ്പോൾ, മുകളിലും താഴെയും ഇടത്തും വലത്തോട്ടും മിനുസമാർന്നതും യോജിപ്പുള്ളതുമാക്കാൻ ശ്രമിക്കുക, ടെക്സ്ചർ സ്വാഭാവികമാണ്, അതേ പാറ്റേൺ സമമിതിയിലായിരിക്കണം, അങ്ങനെ സംയോജിപ്പിക്കണം;അക്കങ്ങൾ പൊരുത്തപ്പെടുത്തുമ്പോൾ, ഇൻലേ ഭാഗങ്ങൾ കർശനമായി തിരഞ്ഞെടുക്കണം, കൂടാതെ പ്രധാന സ്ഥല ഭാഗങ്ങൾക്കായി നല്ല ഘടനയും നിറവും ഉള്ള പ്ലേറ്റുകൾ ഉപയോഗിക്കണം.
3 പ്രകൃതിദത്ത മാർബിൾ കല്ല് നിർമ്മാണത്തിന്റെ മെച്ചപ്പെടുത്തൽ
സ്റ്റീൽ മെഷ് ലെഡ് വയർ അടിയിൽ തൂക്കിയിട്ട് മോർട്ടാർ ഒഴിക്കുക എന്നതാണ് സ്വാഭാവിക ഡാലി കല്ലിന്റെ പരമ്പരാഗത പേവിംഗ് സാങ്കേതികവിദ്യ.ഈ പ്രക്രിയ മടുപ്പിക്കുന്നതും സങ്കീർണ്ണവും ചെലവേറിയതുമാണ്.എഞ്ചിനീയറിംഗിൽ, അനുചിതമായ നിയന്ത്രണം കാരണം മോശം ബീജസങ്കലനവും അസമമായ ഉപരിതലവും പോലുള്ള ഗുണനിലവാര പ്രശ്നങ്ങൾക്ക് ഇത് പലപ്പോഴും കാരണമാകുന്നു.
മെച്ചപ്പെട്ട സാങ്കേതികവിദ്യ വിദേശ നൂതന സാങ്കേതിക വിദ്യയുടെ സ്വാംശീകരണത്തെയും പരമ്പരാഗത സാങ്കേതികവിദ്യയുടെ ഗുണങ്ങളെയും അടിസ്ഥാനമാക്കിയുള്ള ഒരു പുതിയ നിർമ്മാണ സാങ്കേതികവിദ്യയാണ്.ഈ പ്രക്രിയയുടെ നിർമ്മാണം തയ്യാറാക്കൽ രീതി അടിസ്ഥാനപരമായി പരമ്പരാഗത പ്രക്രിയയ്ക്ക് സമാനമാണ്.മറ്റ് സാങ്കേതിക പോയിന്റുകൾ ഇപ്രകാരമാണ്:
3.1 അടിവസ്ത്ര ചികിത്സ
ആദ്യം, വൃത്തിയാക്കിയ അടിവസ്ത്രം വെള്ളം, പേവ്, പ്ലാസ്റ്റർ 1: 1 സിമന്റ് മോർട്ടാർ എന്നിവ ഉപയോഗിച്ച് നനയ്ക്കുക, പരുക്കൻ മണലോ ഇടത്തരം മണലോ ഉപയോഗിക്കുക, ബോണ്ടിംഗ് ശക്തി വർദ്ധിപ്പിക്കുന്നതിന് കല്ലിന്റെ പിൻഭാഗം വെള്ളത്തിൽ ബ്രഷ് ചെയ്യുക;
3.2 പ്ലേറ്റ് ഡ്രെയിലിംഗ്
ഇലക്ട്രിക് ഡ്രിൽ ഉപയോഗിച്ച് പ്ലേറ്റിന്റെ രണ്ട് അറ്റത്തുനിന്നും 1/4 വശത്ത് നീളത്തിൽ ദ്വാരങ്ങൾ തുളയ്ക്കുക, ദ്വാരത്തിന്റെ ആഴം 35-40 മില്ലീമീറ്ററും ദ്വാരത്തിന്റെ വ്യാസം 6 മില്ലീമീറ്ററുമാണ്.പ്ലേറ്റ് വീതി ≤ 500mm ആയിരിക്കുമ്പോൾ, ദ്വാരങ്ങളുടെ എണ്ണം 2 ആണ്;പ്ലേറ്റ് വീതി > 500mm ആണെങ്കിൽ, ദ്വാരങ്ങളുടെ എണ്ണം 3 ആണ്;
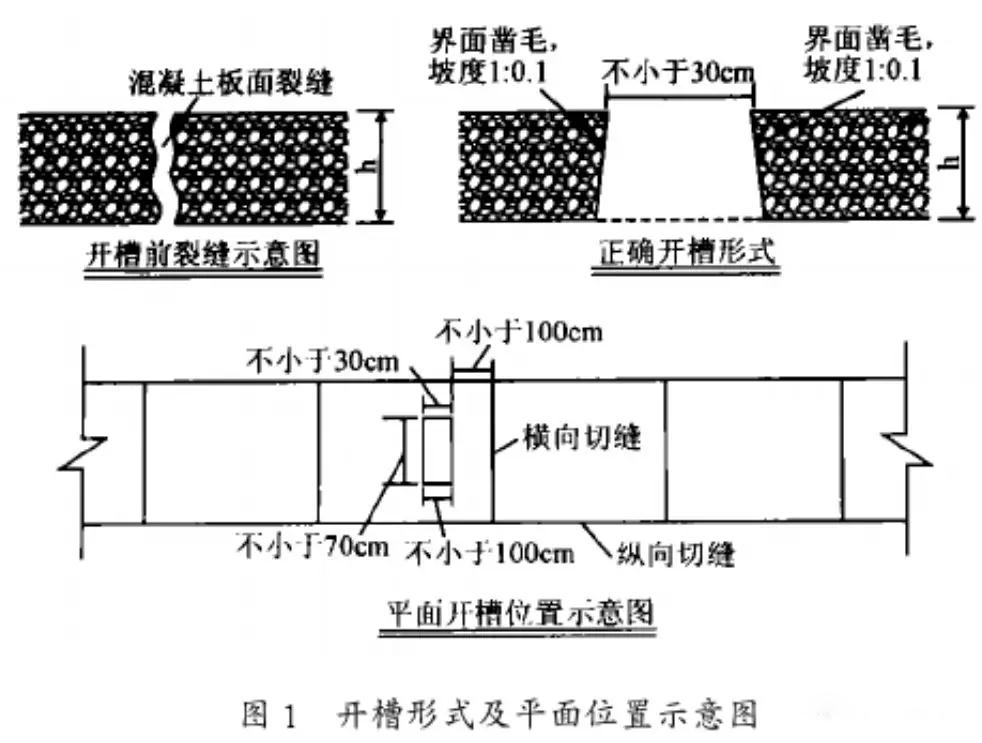
പ്ലേറ്റ് വീതി 800 മില്ലീമീറ്ററിൽ കൂടുതലാണെങ്കിൽ, ദ്വാരങ്ങളുടെ എണ്ണം 4 ആണ്. തുടർന്ന് പ്ലേറ്റിന്റെ ഇരുവശത്തും നേരായ ദ്വാരം തുരത്തുക, ദ്വാരത്തിന്റെ സ്ഥാനം പ്ലേറ്റിന്റെ താഴത്തെ അറ്റത്ത് നിന്ന് 100 മില്ലീമീറ്ററാണ്, ദ്വാരത്തിന്റെ വ്യാസം 6 മില്ലീമീറ്ററാണ്, ദ്വാരത്തിന്റെ ആഴം 35 ~ 40mm ആണ്, മുകളിലും താഴെയുമുള്ള നേരായ ദ്വാരങ്ങളുടെ നീളവും വീതിയും യഥാക്രമം 70cm, 30cm എന്നിവയിൽ കുറയാത്തതും പ്ലേറ്റ് അരികിൽ നിന്നുള്ള ദൂരം 100cm-ൽ കുറയാത്തതുമായിരിക്കണം, കൂടാതെ സ്ലോട്ടിംഗ് രൂപവും തലം സ്ഥാനവും കാണിക്കുന്നു ചിത്രം 1.
പുതിയതും പഴയതുമായ കോൺക്രീറ്റിനെ അടുത്ത് സംയോജിപ്പിക്കുന്നതിന്, സ്ലോട്ട് ചെയ്ത ഇന്റർഫേസ് വെട്ടി വൃത്തിയാക്കി, ഫൈബർ കോൺക്രീറ്റും മണ്ണും ഒരു ഗ്രേഡ് കൊണ്ട് മെച്ചപ്പെടുത്താം, അതായത്, C35 സൂപ്പർ ഫൈൻ സാൻഡ് സ്റ്റീൽ ഫൈബർ കോൺക്രീറ്റ് ഉപയോഗിക്കുന്നു.
3.3 വിള്ളലുകളിലൂടെ
ഈ വിള്ളലുകളിൽ ഭൂരിഭാഗവും ഘടനാപരമായ സമ്മർദ്ദ വിള്ളലുകളാണ്.നന്നാക്കുന്നതിനുമുമ്പ്, സബ്ഗ്രേഡും അടിസ്ഥാന കോഴ്സും സ്ഥിരതയുള്ളതാണോ എന്ന് നിർണ്ണയിക്കേണ്ടത് ആവശ്യമാണ്.അടിസ്ഥാനം മതിയായ സ്ഥിരതയിൽ എത്തിയാൽ മാത്രമേ അത് നന്നാക്കാൻ കഴിയൂ.
സ്ലോട്ടിംഗിന്റെ രൂപം കൂടുതലും സ്വീകരിക്കുന്നത് സ്ലോട്ടിംഗിലൂടെയോ അല്ലെങ്കിൽ മുഴുവൻ ബോർഡ് നവീകരണത്തിലൂടെയോ ആണ്.ആവർത്തിച്ചുള്ള പരിശോധനകൾക്ക് ശേഷം, യു-ആകൃതിയിലുള്ള നഖങ്ങൾ ഇൻസ്റ്റാൾ ചെയ്യുന്നതിന് 6-8 മില്ലിമീറ്റർ ആഴത്തിൽ പിൻഭാഗത്ത് ഗ്രോവ് മുറിക്കാൻ അലോയ് ഉളി ഉപയോഗിക്കുന്നു.
3.3 മാട്രിക്സ് ഡ്രെയിലിംഗ്
ഡ്രെയിലിംഗിന് ശേഷം, അടിവസ്ത്രത്തിന്റെ സജ്ജീകരണവും ബ്ലോക്ക് സ്ഥാനവും അനുസരിച്ച് പ്ലേറ്റുകൾ താൽക്കാലികമായി സ്ഥാപിക്കണം.പ്ലേറ്റിന്റെ മുകളിലും താഴെയുമുള്ള നേരായ ദ്വാരങ്ങളുള്ള അനുബന്ധ മാട്രിക്സ് സ്ഥാനത്ത്, പ്ലേറ്റിന്റെ അതേ എണ്ണം ദ്വാരങ്ങളുള്ള ചെരിഞ്ഞ ദ്വാരങ്ങൾ തുരത്താൻ ഇംപാക്റ്റ് ഇലക്ട്രിക് ഡ്രിൽ ഉപയോഗിക്കുക, ദ്വാരത്തിന്റെ ചെരിവ് 45 ° ആണ്, ദ്വാരത്തിന്റെ വ്യാസം 6 മില്ലീമീറ്ററാണ്, കൂടാതെ ദ്വാരത്തിന്റെ ആഴം 40-50 മില്ലിമീറ്ററാണ്.
3.4 പ്ലേറ്റ് ഇൻസ്റ്റാളേഷനും ഫിക്സേഷനും
3.4.1 പ്ലേറ്റും അടിവസ്ത്രവും തമ്മിലുള്ള ദ്വാര ദൂരമനുസരിച്ച്, വയർ പ്ലയർ ഉപയോഗിച്ച് ആദ്യം 5mm വ്യാസമുള്ള സ്റ്റെയിൻലെസ് സ്റ്റീൽ ∪ നഖങ്ങൾ പ്ലേറ്റിന്റെ നേരായ ദ്വാരത്തിൽ ഒരു അറ്റത്ത് വയ്ക്കുക, തടികൊണ്ട് വെഡ്ജ് ചെയ്യുക;മറ്റേ അറ്റം അടിവസ്ത്രത്തിന്റെ ചെരിഞ്ഞ ദ്വാരത്തിൽ സ്ഥാപിച്ചിരിക്കുന്നു, പ്ലേറ്റ് ഉപരിതലം ലംബമായി, പരന്നതും മുകളിലും താഴെയുമുള്ള പ്ലേറ്റ് തുറക്കുന്നു, കൂടാതെ അടുത്തുള്ള പ്ലേറ്റുമായുള്ള ജോയിന്റ് ഇറുകിയതാണോ എന്ന് ശരിയാക്കുക, കൂടാതെ സ്റ്റെയിൻലെസ് സ്റ്റീൽ ∪ നഖങ്ങൾ വെഡ്ജ് ചെയ്യുക.തുടർന്ന് വലിയ തല മരം വെഡ്ജ് ഉപയോഗിച്ച് പ്ലേറ്റിനും അടിത്തറയ്ക്കും ഇടയിൽ ഉറപ്പിക്കുക, യു-ആണി ഉറപ്പിക്കുക.
3.4.2 പ്ലേറ്റ് സ്ഥാനം കൃത്യമായി ശരിയാക്കുക, ആദ്യം അത് താൽക്കാലികമായി ശരിയാക്കുക, തുടർന്ന് മോർട്ടാർ സജ്ജീകരിക്കുന്നതിന് മുമ്പ് ഒരു സ്പർശനവുമില്ലാതെ ലെയറുകളിൽ ഗ്രൗട്ട് ചെയ്യുക.
4 പ്രകൃതിദത്ത മാർബിളിന്റെ നിർമ്മാണത്തിലെ സാധാരണ ഗുണനിലവാര പ്രശ്നങ്ങളുടെ ഗുണനിലവാര നിയന്ത്രണം
4.1 മാർബിളിന്റെ പൊള്ളയായും വീഴുന്നതിന്റെയും ഗുണനിലവാര നിയന്ത്രണം
ബേസ് കോഴ്സ് വെള്ളത്തിൽ, പ്രത്യേകിച്ച് തിരശ്ചീന ജോയിന്റിൽ തുളച്ചുകയറുന്നില്ലെന്ന് ഉറപ്പാക്കാൻ ഔട്ട്ഡോർ മാർബിളിന്റെ മുകൾ ഭാഗം ശ്രദ്ധാപൂർവ്വം കൈകാര്യം ചെയ്യുക.ഡിസൈനിൽ, മഴയും സൂര്യനും നേരിട്ട് എക്സ്പോഷർ ചെയ്യുന്നത് തടയാനും സേവനജീവിതം കുറയ്ക്കാനും കഴിയുന്നത്ര മുകൾ ഭാഗത്ത് മഴ കവർ ചേർക്കണം;ശുദ്ധമായ ഗുണനിലവാരവും കുറഞ്ഞ മാലിന്യങ്ങളും കുറഞ്ഞ കാലാവസ്ഥയും നാശന പ്രതിരോധവും ഉള്ള ബോർഡുകളാണ് ബാഹ്യ അഭിമുഖത്തിനായി ഉപയോഗിക്കുന്നത്.
4.2 അസമമായ സംയുക്തത്തിന്റെ ഗുണനിലവാര നിയന്ത്രണം, ബോർഡിന്റെ അനായാസമായ ഘടന
അടിസ്ഥാന കോഴ്സിൽ ലൈനുകൾ സ്നാപ്പുചെയ്യുന്നതിനുള്ള നിയമങ്ങൾ ഉണ്ടാക്കുക, അവയെ വെയർഹൗസുകളിലേക്കും ഗ്രിഡുകളിലേക്കും വിഭജിക്കുക, വലിയ പ്രതലത്തിൽ മധ്യരേഖയും തിരശ്ചീന രേഖയും പോപ്പ് അപ്പ് ചെയ്യുക, മാർബിൾ മതിൽ ലൈൻ പോപ്പ് അപ്പ് ചെയ്യുക;ഇൻസ്റ്റാളേഷന് മുമ്പ് അടിസ്ഥാന കോഴ്സിന്റെ പരന്നത പരിശോധിക്കുക, പ്രധാന വ്യതിയാനം ഉളി ചെയ്യുക അല്ലെങ്കിൽ നന്നാക്കുക, അതുവഴി ബേസ് കോഴ്സ് ഉപരിതലവും പ്ലേറ്റ് ഉപരിതലവും തമ്മിലുള്ള ദൂരം 50 മില്ലിമീറ്ററിൽ കുറയാത്തവിധം വൃത്തിയാക്കുക, നന്നായി നനയ്ക്കുക;നഷ്ടമായ അരികുകളും കോണുകളും വിള്ളലുകളും പ്രാദേശിക മലിനീകരണവും നിറവ്യത്യാസവും ഉള്ള പ്ലേറ്റ് മുൻകൂട്ടി എടുത്ത് നെസ്റ്റഡ് പരിശോധന നടത്തുക.
ഡൈമൻഷണൽ ഡീവിയേഷൻ ഉള്ള പ്ലേറ്റുകൾ പോളിഷ് ചെയ്യുകയും ശരിയാക്കുകയും വേണം;ഭിത്തിയുടെ സ്നാപ്പിംഗ് ലൈനും ഗേജ് ദൂരവും അനുസരിച്ച് ട്രയൽ അസംബ്ലി നടത്തണം, നിറം നന്നായി ക്രമീകരിക്കുകയും പാറ്റേൺ ക്രമീകരിക്കുകയും വേണം, അങ്ങനെ പ്ലേറ്റുകൾക്കിടയിലുള്ള മുകളിലും താഴെയുമുള്ള ഇടത്, വലത് ടെക്സ്ചറുകൾ മിനുസമാർന്നതും നിറം ഏകോപിപ്പിക്കുന്നതുമാണ്. ;ചെറിയ വലിപ്പത്തിലുള്ള പ്ലേറ്റുകൾക്ക് ഒട്ടിക്കൽ രീതി അവലംബിക്കേണ്ടതാണ്, വലിയ വലിപ്പത്തിലുള്ള പ്ലേറ്റുകളുടെയോ ഇൻലേകളുടെയോ ഉയരം 1 മീറ്റർ കവിയുമ്പോൾ കൂടുതൽ ദൃഢമായ ഇൻസ്റ്റാളേഷൻ പ്രക്രിയ സ്വീകരിക്കും;ജിപ്സം സ്ലറി ദൃഢമാക്കിയ ശേഷം, 1: 2.5 സിമന്റ് മോർട്ടാർ ലേയേർഡ് ഗ്രൗട്ടിംഗിനായി ഉപയോഗിക്കണം, ഓരോ ഗ്രൗട്ടിംഗും നടത്തണം, ഉയരം വളരെ ഉയർന്നതായിരിക്കരുത്.അല്ലെങ്കിൽ, ബോർഡ് വികസിപ്പിച്ച് പുറത്തേക്ക് നീങ്ങുന്നത് എളുപ്പമാണ്, ഇത് അഭിമുഖത്തിന്റെ പരന്നതയെ ബാധിക്കുന്നു
4.3 മാർബിൾ മതിൽ പൊട്ടുന്നതിന്റെ ഗുണനിലവാര നിയന്ത്രണം
പ്ലേറ്റിന്റെ ജോയിന്റിലെ വിടവ് 0.5 ~ 1 മില്ലീമീറ്ററിൽ കൂടുതലാകരുത്, അതുവഴി ഇറുകിയ കോൾക്കിംഗ്, പൂർണ്ണമായ ഗ്രൗട്ടിംഗ്, വിള്ളൽ, അരികുകൾ കാണാതെ, കോർണർ ഡ്രോപ്പിംഗ് പോലുള്ള വൈകല്യങ്ങളില്ലാതെ, നശിപ്പിക്കുന്ന വാതകത്തിന്റെ ആക്രമണം തടയാൻ ഈർപ്പമുള്ള വായുവും ഉൾച്ചേർത്ത ലോഹ ഘടകങ്ങളുടെ നാശവും, ഇത് പ്ലേറ്റ് വിള്ളലിന് കാരണമാകും;
ചുമർ കോളം പോലെയുള്ള ലോഡ്-ചുമക്കുന്ന ഘടകങ്ങളുടെ ഉപരിതലത്തിൽ മാർബിൾ വെനീർ പൊതിയുമ്പോൾ, ഘടന സ്ഥിരതയുള്ളതിന് ശേഷം അത് നടത്തണം.മുകളിലും താഴെയുമായി മാർബിൾ വെനീർ ഇൻസ്റ്റാൾ ചെയ്യുമ്പോൾ, ഘടനാപരമായ കംപ്രഷൻ നേരിട്ട് വഹിക്കുന്നതിനാൽ വെനീർ തകർന്നതും പൊട്ടുന്നതും തടയാൻ ഒരു നിശ്ചിത വിടവ് അവശേഷിക്കും.
4.4 മാർബിൾ അഭിമുഖീകരിക്കുന്ന കൂട്ടിയിടി മലിനീകരണത്തിന്റെ ഗുണനിലവാര നിയന്ത്രണം
ഡാലിയിലെ മാർബിൾ കണങ്ങൾക്കിടയിൽ ഒരു നിശ്ചിത വിടവും ഡൈയിംഗ് കഴിവും ഉണ്ട്, ഇത് നിറമുള്ള ദ്രാവകത്തിന്റെ കാര്യത്തിൽ തുളച്ചുകയറുകയും ആഗിരണം ചെയ്യുകയും ചെയ്യും, കൂടാതെ മലിനമായ ശേഷം മാർബിൾ ഉപരിതലം എളുപ്പത്തിൽ നീക്കം ചെയ്യപ്പെടില്ല.
അതിനാൽ, ഗതാഗതത്തിന്റെയും സംഭരണത്തിന്റെയും പ്രക്രിയയിൽ, ലൈറ്റ് മാർബിൾ വെനീർ വൈക്കോൽ കയറും വൈക്കോൽ തണലും ഉപയോഗിച്ച് കെട്ടരുത്.പൂർത്തിയായ ഉൽപ്പന്ന സംരക്ഷണ പ്രക്രിയയിൽ, പൂർത്തിയായ ഉൽപ്പന്നത്തെ സംരക്ഷിക്കാൻ നിറമുള്ള പാക്കേജിംഗ് ഒട്ടിക്കുന്നത് അനുയോജ്യമല്ല, അതിനാൽ വെള്ളത്തിൽ നനച്ചതിന് ശേഷം നിറമുള്ള ദ്രാവകത്താൽ ഉൽപ്പന്നം മലിനമാകുന്നത് തടയാൻ.
നിർമ്മാണ ഗ്രൗട്ടിംഗ് സമയത്ത്, സന്ധികൾ നേരായതും ഇറുകിയതുമായിരിക്കണം, കൂടാതെ സന്ധികളിൽ മോർട്ടാർ ചോർച്ച മലിനീകരണം ഉണ്ടാക്കുന്നത് തടയാൻ ഹെംപ് സിൽക്ക് അല്ലെങ്കിൽ ഹെംപ് കത്തി ആഷ് നിറയ്ക്കണം;മാർബിൾ അതിലോലമായതാണ്, അതിനാൽ അടുക്കിവെക്കുമ്പോഴും കൈകാര്യം ചെയ്യുമ്പോഴും ഇത് ശ്രദ്ധാപൂർവ്വം സംരക്ഷിക്കണം.
മാർബിൾ വെനീർ ലംബമായി കൊണ്ടുപോകുമ്പോൾ, മുൻവശത്തെ മൂലയിലോ ഒരു മൂലയിലോ ആദ്യം ഇറങ്ങാൻ പാടില്ല, അതിനാൽ മുൻവശത്തെ മൂലയുടെ കേടുപാടുകൾ സംയുക്തത്തിന്റെ ഇറുകിയ ഫിറ്റിനെ ബാധിക്കാതിരിക്കാൻ.വലിയ വലിപ്പത്തിലുള്ള പ്ലേറ്റുകൾ തിരശ്ചീനമായി കൊണ്ടുപോകാൻ പാടില്ല, അല്ലാത്തപക്ഷം, മറഞ്ഞിരിക്കുന്ന ജോയിന്റിന്റെയും സെമി ത്രൂ കളർ ജോയിന്റിന്റെയും മറഞ്ഞിരിക്കുന്ന കേടുപാടുകൾ അല്ലെങ്കിൽ ഒടിവ് കല്ലിന്റെ സ്വയം ഭാരം മൂലമുണ്ടാകുന്ന വളയുന്ന നിമിഷത്തിന്റെ വികാസം മൂലം വഷളാക്കും;
മാർബിൾ സ്ഥാപിച്ചതിനുശേഷം, നിർമ്മാണ സൈറ്റിന്റെ സംരക്ഷണം ശ്രദ്ധാപൂർവ്വം ചെയ്യണം.നിരയുടെ വാതിലുകൾ, ജനലുകൾ, വിൻഡോകൾ എന്നിവയുടെ അകത്തെ കോണുകൾ മരം പ്ലേറ്റുകളാൽ ദൃഡമായി ബന്ധിപ്പിച്ചിരിക്കണം, കൂടാതെ ചുവരുകൾ മരം പ്ലേറ്റുകളുടെ പ്ലാസ്റ്റിക് ഫിലിം കൊണ്ട് മൂടണം.സ്റ്റെയർ സ്റ്റെപ്പുകൾ ഇൻസ്റ്റാൾ ചെയ്യുമ്പോൾ, അവ ഓരോ ഘട്ടത്തിലും മരം പ്ലേറ്റുകൾ ഉപയോഗിച്ച് സംരക്ഷിക്കണം
പോസ്റ്റ് സമയം: നവംബർ-06-2019